




Линия брикетирования в Псковской области
С производственной точки зрения линия брикетирования кажется очень простой - сухой материал при необходимости измельчается, сжимается и брикетируется, но каждая ситуация индивидуальна и во многих проектах важны технологические нюансы. При подготовки чертежа учитываются параметры существующего завода, и каждая деталь важна, потому что именно эта мелочь может радикально повлиять на производственную линию. Поэтому только правильно адаптированное производственное оборудование сможет обеспечить эффективность линии брикетирования.
Обзор проекта линии брикетирования под ключ
Описание ситуации:
На предприятии много опилок и разных древесных кусковых отходов разной фракции.
Цель:
Получить однородную массу древесины для брикетирования с укладкой брикетов на поддон.
Решение.Описание технологического процесса:
1. Кусковые отходы погрузчиком выгружаются на вибрационно-подающий стол (п.1.1).
- Устройство стола позволяет произвести загрузку материала насыпью или складировано, создавая оперативный запас.
- Вибрационно-подающий метод транспортировки крупнокускового материала наиболее подходит при разно фракционном сырье. Подходит для крупнокусковых отходов, как сложенных, так и навалом, так и для мелкокусковых отходов навалом.
- Вибрационно подающее оборудование крайне надежно, т.к. не имеет соприкосновения различных узлов с материалом и создает равномерный поток материала.
2. Далее крупнокусковое сырье поступает на поперечный вибро-транспортер(1.2.).
- Он создает равномерный поток материала на измельчение.
- Данный способ подачи материала не перегружает рубительную машину давящим потоком материала.
- Равномерный поток не приводит к образованию заторов из сырья.
3. Кусковое сырье поступает в гидравлическую рубительную машину (1.3.). Машина снабжена 55 кВт двигателем, передающим мощность на электромагнитный гидрораспределитель.
4. Из существующей аспирационной системы сухое сырье поступает шнековым транспортером (п 1.4), укомплектованный электромагнитным датчиком влажности проходного типа (п.1.5), который позволяет контролировать влажность сырья.
- При превышении влажности автоматика блокирует подачу сырья в линию.
- Для сброса влажного сырья предусмотрен аварийный шнек (п.1.6), который отводит сырье из системы в Биг-Бег или контейнер.

5. Сырьё из аспирации и от рубительной машины поступает в оперативный бункер Молотковой дробилки (п. 1.7) объемом 5 м.куб.
- Бункер оснащен датчиками уровня и системой ворошения для избежание «зависания» материала в бункере. Шнек подачи в оперативном бункере обеспечивает равномерную подачу материала на молотковую дробилку сухого сырья (п.1.8).
- Молотковая дробилка оснащена аэро-магнитным сепаратором, что снижает вероятность попадание камней и металлов в камеру измельчения. Единая система автоматики оптимизирует работу молотковой дробилки, увеличивая или уменьшая подачу материала через подающий шнек, анализируя нагрузку на главный двигатель, снижая износ деталей и энергопотребление.
- Молотковая дробилка создает избыточное давление, необходимое для пневмотранспортировки материала. Материала проходит по пневмопроводу, осаждается в циклоне пневмотранспорта (п.1.9) и разгружается шлюзовым затвором, позволяющим герметизировать систему пневмотранспорта. Дополнительное разряжение создается вентилятором. Воздух после осаждения основного материала может быть направлен в общую систему аспирации производства.
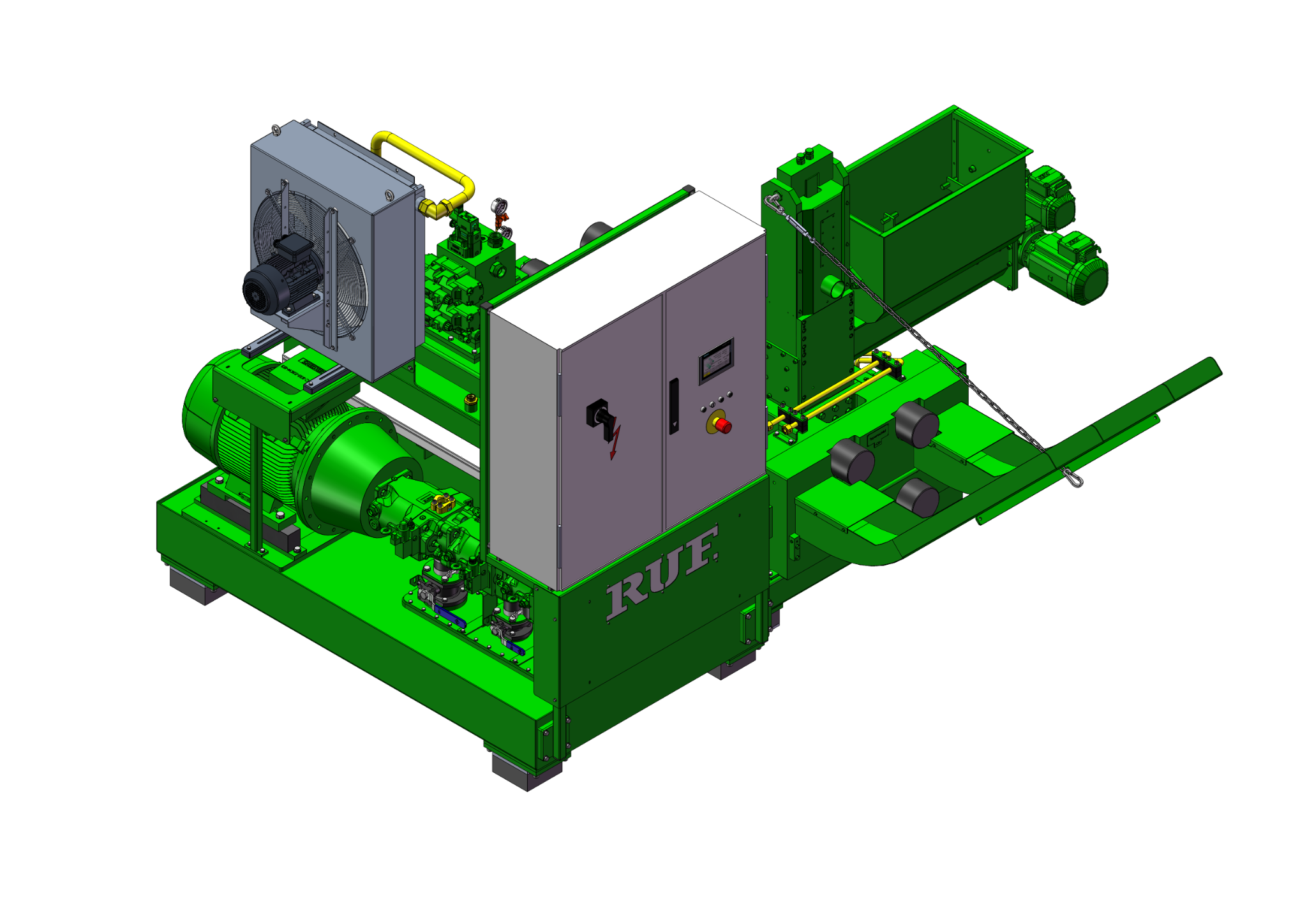
6. Далее материал поступает в оперативный бункер перед прессом (п. 1.10), оснащенным системой ворошения материала и датчиками уровня. Два перпендикулярных шнека (п.1.11) обеспечивают подачу материала на два гидравлических пресса RUF Lignum R6 (п.1.12), производительностью 810 брикетов в час каждый.
- Усовершенствованная система контроля длины брикетов обеспечивает максимально возможное постоянство веса брикетов. Данная система контроля также позволяет нивелировать различия насыпной плотности исходного материала.
- гидравлических приводов моделей LIGNUM R привели к увеличению их эффективности на 25%.Это одно из самых больших преимуществ - ПОВЫШЕНИЯ ЭНЕРГОЭФФЕКТИВНОСТИ.
- Оборудование производит высоко качественные брикеты, работая в режиме 24/7.
7. Брикет RUF поступает на поперечный ленточный транспортер (п.1.13), проходит перемещение готовой продукции в зону упаковки, на стол формирования пачки.
8. Оператор-упаковщик формирует пачки и укладывает в полуавтоматическую линию StrojPlast, где происходит запайка брикетов в пачки по 10 кг.
9. Плотноупакованные в герметичную пачку брикеты складируются на накопительном роликовом транспортере, откуда в дальнейшем перекладываются на поддон и формируется транспортный пакет.
10. Линия брикетирования автоматизирована на PLC системе Siemens с необходимыми датчиками. Интуитивная система управления с индикацией процессов на 7 дюймовом цветном мониторе позволяет произвести быстрое обучение персонала для работы на оборудовании.
11. Система автоматизации линии стабилизирует работу оборудования, что влечет к оптимальному потреблению электроэнергии и существенному снижению воздействия на работу оборудования человеческого фактора, уменьшая простой линии.
12. Рекомендуемое количество персонала в смену 2-3 человека.
Наши решения для ваших нужд!
Подпишитесь на нас, чтобы получать последние новости о мире биоэнергии - брикетирования, грануллирование, пресс-тесты, тематические исследования, проекты и многое другое:





194100, г. Санкт-Петербург,
улица Литовская 10,
бизнес-центр «Технопарк»,
офис № 2203
улица Литовская 10,
бизнес-центр «Технопарк»,
офис № 2203
для вопросов и предложений